
18232796661
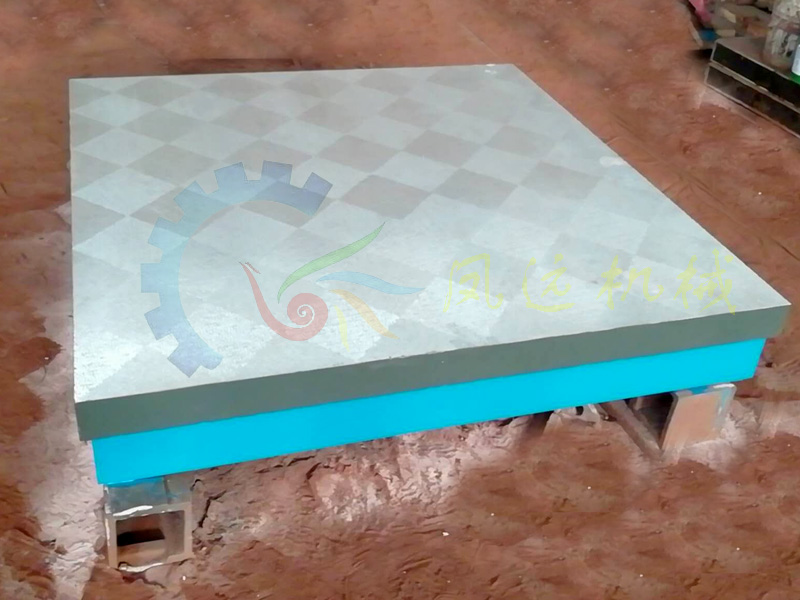
铸铁平板的锻造方法
一般铸铁平板锻造方法选择的原则是优先采用砂型锻造,主要原因是砂型锻造比其它锻造方法本钱低、出产工艺简朴、出产周期短。当湿型不能满足要求时再考虑使用粘土砂表干砂型、干砂型或其它砂型。粘土湿型砂锻造的铸件重量可从几公斤直到几十公斤,而粘土干型出产的铸件可重达几十吨。
铸铁平板锻造方法应和出产批量相适应。低压锻造、压铸、离心锻造等锻造方法,因设备和模具的价格昂贵,所以只适合批量出产。造型方法应适合工厂前提。例如:出产大型机床床身等铸件,一般采用组芯造型法,不制作样子容貌和砂箱,在地坑中组芯;而另外的工厂则采用砂箱造型法,制作样子大概。不同的企业出产前提、出产习惯、所积累的经验各不一样,应该根据这些前提考虑适合做什么产品和不适合(或不能)做什么产品。
铸铁平台优先采用砂型锻造,工艺机能好。因为灰口铸铁含碳量高,接近于共晶成分,故熔点比较低,活动性良好,收缩率小,因此相宜于锻造结构复杂或薄壁铸件。另外,因为石墨使切削加工时易于形成断屑,所以灰口铸铁的可切削加工性优于钢。同时耐磨性与消震性好。因为铸铁中石墨有利于润滑及贮油,所以耐磨性好。同样,因为石墨的存在,灰口铸铁的消震性优于钢。





产品目录
联系方式
泊头市凤远机械铸业有限公司
地址: 河北省泊头市交河西工业集中区
手机: 18232796661微信同号
Q Q: 594457355

地址: 河北省泊头市交河西工业集中区
电话: 0317-8176908
0317-8036020
传真: 0317-8176910手机: 18232796661微信同号
Q Q: 594457355
企业邮箱:fyjxlj@163.com
18232796661@163.com
友情链接
公司名称:泊头市凤远机械铸业有限公司 公司地址:河北省泊头市交河西工业集中区 电话:0317-8176908 传真:0317-8176910 手机:18232796661 网址:http://linyi.endivewashcloth.cn
泊头市凤远机械铸业有限公司 2011(C)版权所有 并对网站所有内容保留解释权 冀ICP备15006117号-2

冀公网安备 13098102000329号
PowerBy:速贝·网搜宝 网站建设:中科四方 技术支持:速贝微博

